



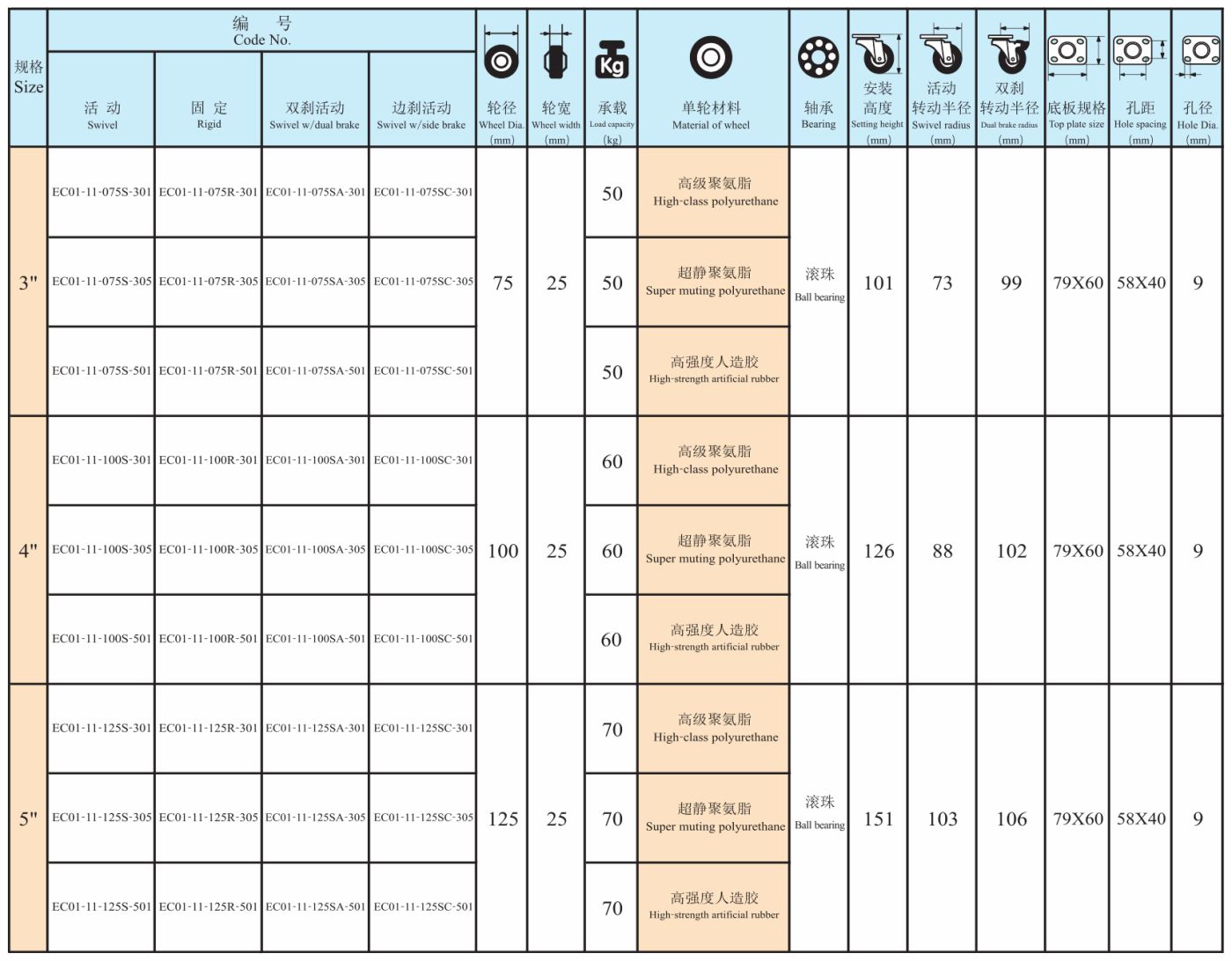
ਕੈਸਟਰ 3- 5 ਇੰਚ ਮੀਡੀਅਮ ਲਾਈਟ ਡਿਊਟੀ PU ਟਾਪ ਪਲੇਟ ਸਵਿਵਲ ਵ੍ਹੀਲ

ਉੱਚ-ਸ਼੍ਰੇਣੀ PU ਕੈਸਟਰ

ਸੁਪਰ ਮਿਊਟਿੰਗ ਪੀਯੂ ਕੈਸਟਰ

ਉੱਚ-ਤਾਕਤ ਨਕਲੀ ਰਬੜ caster
1. ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੀ ਸਮੱਗਰੀ ਸਖਤੀ ਨਾਲ ਗੁਣਵੱਤਾ ਜਾਂਚ ਨਾਲ ਖਰੀਦੀ ਗਈ ਹੈ।
2. ਹਰੇਕ ਉਤਪਾਦ ਦੀ ਪੈਕਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਸਖਤੀ ਨਾਲ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ.
3. ਅਸੀਂ 25 ਸਾਲਾਂ ਤੋਂ ਪੇਸ਼ੇਵਰ ਨਿਰਮਾਤਾ ਹਾਂ.
4. ਟ੍ਰਾਇਲ ਆਰਡਰ ਜਾਂ ਮਿਕਸਡ ਆਰਡਰ ਸਵੀਕਾਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
5. OEM ਆਦੇਸ਼ਾਂ ਦਾ ਸੁਆਗਤ ਹੈ.
6. ਤੁਰੰਤ ਡਿਲੀਵਰੀ.
7) ਕਿਸੇ ਵੀ ਕਿਸਮ ਦੇ ਕੈਸਟਰ ਅਤੇ ਪਹੀਏ ਨੂੰ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
ਅਸੀਂ ਆਪਣੇ ਉਤਪਾਦਾਂ ਦੀ ਲਚਕਤਾ, ਸਹੂਲਤ ਅਤੇ ਟਿਕਾਊਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਉੱਨਤ ਤਕਨਾਲੋਜੀ, ਉਪਕਰਣ ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਸਮੱਗਰੀ ਨੂੰ ਅਪਣਾਇਆ ਹੈ।ਵੱਖ-ਵੱਖ ਸਥਿਤੀਆਂ ਵਿੱਚ, ਸਾਡੇ ਉਤਪਾਦਾਂ ਵਿੱਚ ਪਹਿਨਣ, ਟੱਕਰ, ਰਸਾਇਣਕ ਖੋਰ, ਘੱਟ/ਉੱਚ ਤਾਪਮਾਨ ਪ੍ਰਤੀਰੋਧ, ਟਰੈਕ ਰਹਿਤ, ਫਰਸ਼ ਸੁਰੱਖਿਆ ਅਤੇ ਘੱਟ ਸ਼ੋਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ।

ਟੈਸਟਿੰਗ

ਵਰਕਸ਼ਾਪ
ਮੱਧਮ ਆਕਾਰ ਦੇ ਕੈਸਟਰ ਬਣਾਉਣ ਵਿੱਚ, ਅਸੀਂ ਸਾਰੇ ਜਾਣਦੇ ਹਾਂ ਕਿ ਮਾਡਲ ਦੀ ਚੋਣ ਨਿਹਾਲ ਹੈ, ਅਤੇ ਹੁਣ ਅਸੀਂ ਟਾਕਰੇ ਨੂੰ ਪਹਿਨਣ ਵਿੱਚ ਟੀਪੀਆਰ ਦੀ ਭੂਮਿਕਾ ਬਾਰੇ ਚਰਚਾ ਕਰ ਰਹੇ ਹਾਂ?ਅਨੁਕੂਲਤਾ?ਹਾਲ ਹੀ ਵਿੱਚ, ਮੈਂ ਮਾਰਕੀਟ ਵਿੱਚ ਹੋਰ ਓਮਨੀ-ਦਿਸ਼ਾਵੀ ਚੱਕਰ ਦੇਖੇ ਹਨ।ਉਹੀ ਪਾਰਦਰਸ਼ੀ ਸਮੱਗਰੀ ਹੈ.ਘਣਤਾ ਤੋਂ ਪਰਖਣ ਲਈ, ਅਸੀਂ ਪਾਇਆ ਕਿ ਉਹਨਾਂ ਦੀ ਘਣਤਾ ਸਾਡੇ ਨਾਲੋਂ ਵੱਧ ਹੈ।ਸਾਡਾ 0.9 ਹੈ।ਉਹਨਾਂ ਵਿੱਚ TPR 0.99 ਹੈ।ਅਬ੍ਰੇਸ਼ਨ ਟੈਸਟ ਲਈ ਟੈਸਟ ਸੰਸਕਰਣ ਲਓ, ਸਾਡਾ ਸ਼ੁੱਧ SEBS+PP ਫਾਰਮੂਲਾ ਉਨ੍ਹਾਂ ਨਾਲੋਂ 2 ਗੁਣਾ ਵਧੀਆ ਹੈ।ਪਰ ਅੰਤ ਵਿੱਚ, ਗਾਹਕ ਨੇ ਘੱਟ ਕੀਮਤ ਵਾਲਾ ਇੱਕ ਚੁਣਿਆ।ਮੈਂ ਅੱਗੇ ਸਾਰਿਆਂ ਨੂੰ ਪੁੱਛਣਾ ਚਾਹੁੰਦਾ ਹਾਂ।ਕੀ ਉੱਚ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ TPE ਦੇ ਪਹੀਏ ਵਿੱਚ TPR ਜੋੜਨਾ ਵਾਜਬ ਜਾਂ ਗੈਰ-ਵਾਜਬ ਹੈ?
ਵਰਤਮਾਨ ਵਿੱਚ, ਯੂਨੀਵਰਸਲ ਵ੍ਹੀਲ ਉਦਯੋਗ ਦੇ ਸਖ਼ਤ ਪਲਾਸਟਿਕ ਮੁੱਖ ਤੌਰ 'ਤੇ copolymerized PP ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ, ਅਤੇ ਕੁਝ PA ਨਾਈਲੋਨ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ।ਨਰਮ ਪਲਾਸਟਿਕ ਟੀਪੀਈ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ, ਅਤੇ ਟੀਪੀਆਰ ਦੀ ਮਾਰਕੀਟ ਦੀ ਮੰਗ ਇੱਕ ਵੱਡੇ ਅਨੁਪਾਤ ਲਈ ਹੁੰਦੀ ਹੈ।ਇਸ ਕਿਸਮ ਦੇ ਪਹੀਏ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਮੋਲਡਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਦੋ-ਪੜਾਅ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਹੁੰਦੀ ਹੈ।ਯਾਨੀ, ਪਹਿਲਾ ਕਦਮ ਹੈ ਸਖ਼ਤ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸੇ ਪੀਪੀ ਜਾਂ ਪੀਏ ਨੂੰ ਇੰਜੈਕਟ ਕਰਨਾ;ਦੂਸਰਾ ਕਦਮ ਹੈ ਕਿ ਬਣੇ ਸਖ਼ਤ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸੇ ਨੂੰ ਮੋਲਡਾਂ ਦੇ ਇੱਕ ਹੋਰ ਸੈੱਟ ਵਿੱਚ ਪਾਓ, ਅਤੇ ਸਥਿਤੀ ਨੂੰ ਠੀਕ ਕਰੋ, ਅਤੇ ਫਿਰ ਨਰਮ ਪਲਾਸਟਿਕ TPE ਅਤੇ TPR ਨੂੰ ਉਸ ਸਥਿਤੀ ਵਿੱਚ ਸ਼ੂਟ ਕਰੋ ਅਤੇ ਗੂੰਦ ਕਰੋ ਜਿੱਥੇ ਸਖ਼ਤ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸੇ ਨੂੰ ਢੱਕਣ ਦੀ ਲੋੜ ਹੈ।
ਮੱਧਮ ਆਕਾਰ ਦੇ ਕਾਸਟਰਾਂ ਦੇ ਨਰਮ ਟ੍ਰੇਡ ਦੀ ਮੋਟਾਈ ਆਮ ਤੌਰ 'ਤੇ 5-20 ਮਿਲੀਮੀਟਰ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਕਿਉਂਕਿ ਸਮੱਗਰੀ ਨੂੰ ਸ਼ਾਨਦਾਰ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਲਚਕੀਲੇਪਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ (ਇਹ ਸਮੱਗਰੀ ਦੀ ਵਿਸ਼ੇਸ਼ ਰੂਪ ਰੇਖਾ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ), ਉਤਪਾਦ ਦੀ ਮੋਟਾਈ ਅਤੇ ਸੂਤਰੀਕਰਨ. ਸਮੱਗਰੀ TPE, TPR ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ ਕੋਟਿੰਗ ਦਾ ਤਾਪਮਾਨ ਪਤਲੀ-ਪਰਤ ਅਤੇ ਹੋਰ ਕੋਟੇਡ ਉਤਪਾਦਾਂ ਨਾਲੋਂ ਵੱਧ ਹੋ ਸਕਦਾ ਹੈ।ਅਸੀਂ PP ਨੂੰ 180~220℃ ਦੇ ਟੀਕੇ ਦੇ ਤਾਪਮਾਨ ਨਾਲ, ਅਤੇ PA ਨੂੰ 240~280℃ ਦੇ ਤਾਪਮਾਨ ਦੇ ਨਾਲ ਐਨਕੈਪਸੂਲੇਟ ਕਰਨ ਦੀ ਸਿਫ਼ਾਰਿਸ਼ ਕਰਦੇ ਹਾਂ।ਯੂਨੀਵਰਸਲ ਵ੍ਹੀਲ ਉਦਯੋਗ ਲਈ ਵ੍ਹੀਲ ਉਤਪਾਦਾਂ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਬੁਨਿਆਦੀ ਤਰੀਕਾ: ਆਮ ਤੌਰ 'ਤੇ, ਇਹ ਇੱਕ ਖਾਸ ਲੋਡ ਦੇ ਹੇਠਾਂ ਵ੍ਹੀਲ ਟ੍ਰੇਡ ਦੀ ਨਰਮ ਰਬੜ ਦੀ ਪਰਤ ਦੇ ਪਹਿਨਣ ਦੀ ਜਾਂਚ ਕਰਨਾ ਹੈ।ਅਸਲ ਵਿੱਚ, ਇਹਨਾਂ ਕੈਸਟਰਾਂ ਦੀ ਬੁਨਿਆਦੀ ਆਮ ਸਮਝ ਵਧੇਰੇ ਮਹੱਤਵਪੂਰਨ ਹੈ.ਕੰਮ ਵਿੱਚ ਚੰਗੀ ਤਰ੍ਹਾਂ ਕਰਨ ਦੇ ਯੋਗ ਹੋਣ ਲਈ ਤੁਹਾਨੂੰ ਇਹਨਾਂ ਉਦਯੋਗਾਂ ਦੇ ਬੁਨਿਆਦੀ ਗਿਆਨ ਨੂੰ ਜਾਣਨ ਦੀ ਲੋੜ ਹੈ!

ਉਤਪਾਦਾਂ ਦੀਆਂ ਸ਼੍ਰੇਣੀਆਂ
-

4 ਇੰਚ ਥਰਮੋਪਲਾਸਟਿਕ ਰਬੜ ਹੈਂਡਕਾਰਟ ਕਾਸਟਰ EP4...
-

ਕੈਸਟਰ 75mm, 100mm, 125mm ਸਵਿਵਲ ਪੀਯੂ ਟਰਾਲੀ ਕੈਸ...
-

ਕੈਸਟਰ ਸੋਲਿਡ ਸਟੈਮ ਕਿਸਮ ਡਬਲਯੂ/ਡੁਅਲ ਬ੍ਰੇਕ ਪੀਯੂ ਵ੍ਹੀਲਜ਼ (Z...
-

ਚੀਨ OEM ਕੈਸਟਰ ਫੈਕਟਰੀਜ਼ ਹੋਟਲ ਸਾਫਟ TPR ਸਟੈਮ ...
-

ਨਾਲ ਅਨੁਕੂਲਿਤ ਉਦਯੋਗਿਕ ਜ਼ਿੰਕ ਪਲੇਟਿੰਗ ਕੈਸਟਰ ...
-

ਵਾਧੂ ਹੈਵੀ ਡਿਊਟੀ ਟੌਪ ਪਲੇਟ ਟਾਈਪ-ਸਵਿਵਲ/ਰਿਜਿਡ/ਬ੍ਰ...
-

ਉਦਯੋਗਿਕ ਕੈਸਟਰ ਬਲੈਕ ਪੀਪੀ ਵ੍ਹੀਲ ਚਾਈਨਾ ਫੈਕਟਰੀ ...
-

ਉੱਚ ਤਾਕਤ ਨਾਈਲੋਨ ਫੋਰਕਲਿਫਟ ਪਹੀਏ (ਚਿੱਟੇ)
-

ਉਦਯੋਗਿਕ ਸਦਮਾ ਪ੍ਰਤੀਰੋਧ ਸਵਿਵਲ TPR/ਐਂਡੂਰੈਂਟ...
-

ਉਦਯੋਗਿਕ ਸਦਮਾ ਸੋਖਣ ਵਾਲੀ ਕਿਸਮ-ਸਵਿਵਲ/ਕਠੋਰ PU...
-

ਕੰਡਕਟਿਵ ਦੇ ਨਾਲ ਮਿਡਲ ਡਿਊਟੀ ਕੈਸਟਰ ਰਿਜਿਡ/ਸਵਿਵਲ...
-

ਨਾਈਲੋਨ ਕੈਸਟਰ ਸਟੇਨਲੈਸ ਸਟੀਲ ਬੋਲਟ ਹੋਲ ਕੈਸਟਰ ਬੀ...
-

OEM ਕਾਸਟਰ ਉਦਯੋਗਿਕ ਉਪਕਰਣ ਕਰੋਮ ਪਲੇਟਿੰਗ ...
-

ਨਯੂਮੈਟਿਕ ਕੈਸਟਰ ਟੌਪ ਪਲੇਟ ਸਵਿਵਲ/ਰਿਜਿਡ ਕਿਸਮ Ru...
-

ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਹੇਅ ਡਿਊਟੀ ਇੰਡਸਟਰੀਅਲ ਟਾਪ ਪਲੇਟ-...
-

ਸ਼ਾਪਿੰਗ ਕਾਰਟ EP6 S ਲਈ TPR ਵ੍ਹੀਲ ਸਵਿਵਲ ਕੈਸਟਰ...






















